| 直套安装
|
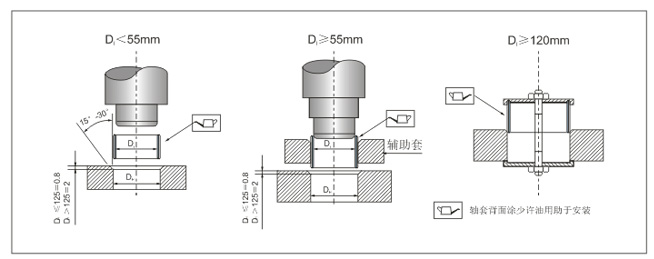 |
| 翻边套安装
|
|
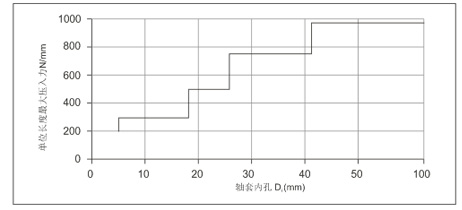
| 压入力计算
|
|
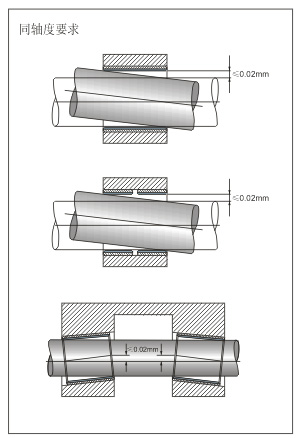
| 同轴度
|
| 精确的同轴度对于轴承的正常使用非常重要,要求轴套在一个或者两个长度内的不同轴度以及在翻边或止推片直径内的不同轴度控制在0.02mm内。 |
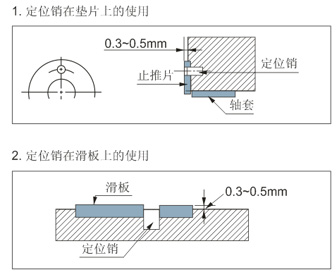
| 垫片和滑板的安装 |
| 建议垫片和滑板安装在凹陷的座孔内,为了避免移动,同时建议采用定位销加以固定。 |
 |
|
 |
|
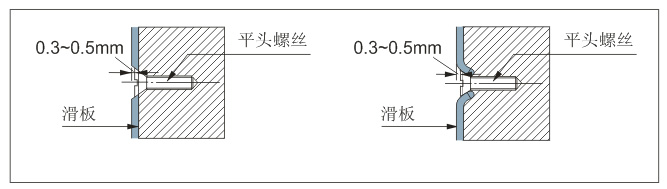
| 平头螺丝的使用 |
|
| 其他固定方法 |
| 当无法使用定位销时,可以采用激光焊接、粘结剂和钎焊(温度<320℃)的方法加以固定;此时必须注意使用的温度不能超过轴承材料本身能够承受的范围,轴套工作面防止与粘合剂等接触。 | 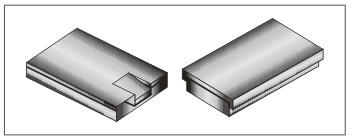 |
|
| PTFE基轴承的加工和安装 |
1.PTFE基轴承一般都是成品零件,组装后内孔不再进行铰、镗等加工,若座孔按推荐的尺寸加工时,卷制类轴承内径的真圆度完全能满足使用要求;
2.如果客户可以接受干摩擦性能大幅度降低,可以对PTFE基轴承在安装后进行内孔挤压以达到更高的精度,强烈建议对挤压芯棒表面进行热处理(深度0.6mm,HRC >55)并抛光处理至Rz1;
当轴承的比压小或摆动小而要求运行平稳时,可以增大工作间隙,在高温下使用时,每升高100℃时建议轴径减少0.008mm;
3.若轴承座材质是青铜、铝或锌合金时, 建议减少轴承座孔以增加轴承装配过盈量;为保证轴承座的刚性, 轴承座外径通常为轴承外径的1.5倍,薄壁座孔使用时需要考虑压装和使用过程的产生的变形;
4.PTFE基轴承需要加工时,为了避免毛刺的产生建议从PTFE一侧进行加工或钻孔,在钻孔过程中轴套应当有足够的支撑已确保不会由于钻孔压力导致变形;带材的加工方法可以通过剪切、水切割、激光切割等方法。 | 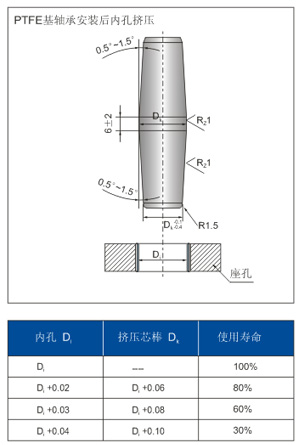 |
|
| 平头螺丝的使用 |
|
1.LTB-20轴承一般都是成品零件,组装后内孔不再进行铰、镗等加工,若座孔按推荐的尺寸加工时,卷制类轴承内径的真圆度完全能满足使用要求;
2.如果装配需要,可以对此类轴承在安装后进行内孔加工以达到更高的精度,加工的方式可以采用镗、铰和拉刀等方法,此时需要注意塑料层可加工的厚度不能大于0.12mm以确保油穴的存在,另外需要注意在加工时注意塑料层出现毛刺而影响轴承的使用,具体请咨询LTB工程师。
3.在高温下使用时,需要增加轴与内孔的配合间隙,建议每升高20℃时建议轴径减少0.005mm;
4.若轴承座材质是青铜、铝或锌合金时,建议减小轴承座孔以增加轴承装配过盈量;为保证轴承座的刚性,轴承座外径通常为轴承外径的1.5倍,薄壁座孔使用时需要考虑压装和使用过程中产生的变形;
5.轴承需要加工时,为了避免毛刺的产生建议从塑料层一侧进行加工或钻孔,在钻孔过程中轴套应当有足够的支撑已确保不会由于钻孔压力导致变形;带材的加工方法可以通过剪切、水切割、激光切割等方法。
|
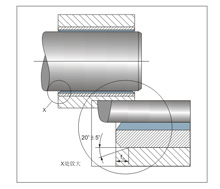
| 直套
|
| 压装前座孔必须在内径上进行有效的倒角,倒角的大小需要根据轴套尺寸进行调整。 |
|
|
|
 |
|
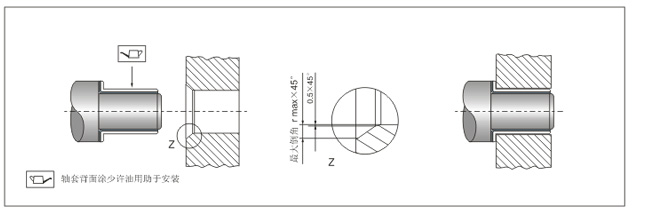
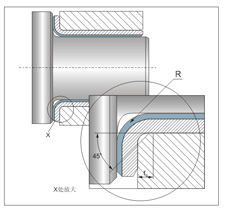
| 翻边套
|
| 在翻边轴套的安装过程中,必须注意轴套的翻边角度R对于轴在使用时的影响;座孔倒角可以使得轴套能够容易的贴合在座孔端面上,同时可以承受轴向推力。
|
|
|
|
 |
|
| 对磨轴 |
| 对磨件的材料、表面硬度、表面粗糙度以及表面处理方式对于轴承的使用寿命的影响很大,一般情况下我们建议轴的硬度在HRC>50,表面粗糙度Ra0.4以下;在潮湿或易腐蚀的场合建议使用不锈钢、硬质铬镀层。 |
 |
|
| 密封
|
| 金属塑料基自润滑轴承允许一些不会损害轴承表面材料的异物进入,但当异物的侵入增加或高碾磨型物质进入时应当安装合适的密封圈以提高轴承的使用寿命。 | 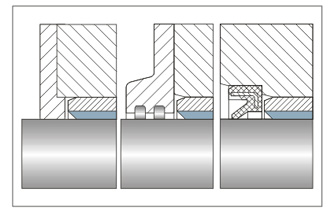 |
|
| 安装注意事项 |
1. 装配前应确保轴套、座孔表面无异物,座孔表面应尽可能光洁以免在装配时划伤。
2. 装配时可在轴套外表面适当涂上润滑油,帮助轴套较方便地安装,但不易过多以免在重载或往复运动时轴套会脱离出来。
3. 装配时应采用芯轴慢慢压入(建议使用油压机),禁止直接敲打轴套以免发生变形。
4. 座孔设计时如需采用易变形材料如铝合金或座孔壁厚较薄时,请予以说明,以免压装时使座孔变形。
5. 为了使装配更简单且不会破坏耐磨层,轴的端面必须有倒角圆滑过度。
6. 装配时有可能的话,请在轴表面涂上油脂以缩短轴套走合期。
|